Corrosion-Resistant Steel Pipe














Production Flow of Corrosion-Resistant Steel Pipe
Pre-heating is performed to make the steel pipe surface reach certain temperature. For the production environment with high humidity, this procedure is very important, and can prevent steel tube from getting rusty.
We adopt shot blasting technique for external rust removal of the anti-corrosion steel pipe. Thus, the pipe can achieve required cleanness and profile depth.
We can easily get the profile depth via the profile depth calibrator. Actual profile depth is the total thickness deducting the profile paper depth. Measurement range is 0-5mm.
After the test paper is put into the salt meter, the salinity value can be directly displayed. Measurement range is 0.1-20ug/cm2.
In addition to the above mentioned contents, we will also perform inspection to remove steel tube defects. If derusting effect cannot reach specified requirement, we will derust the tube again. For the tube with excessive slat content, water spraying should be conducted. Meanwhile, steel tube storage time should be strictly controlled. Repeated derusting is necessary for the tube getting rusty or with secondary pollution.
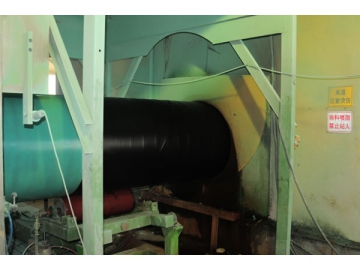
Medium frequency heating is applied according to the temperature recommended by epoxy powder manufacturer. Besides, we will ensure that the welded pipe won't be polluted in this process.
Based on electrostatic spraying principle, epoxy powder is sprayed onto tube surface by spray gun. The pressure of the spray gun is adjustable to achieve required coating thickness.
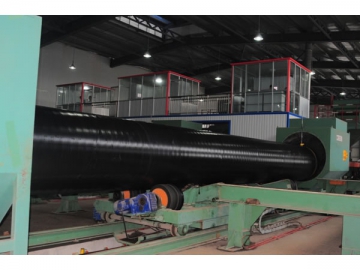
During gelatination of epoxy powder, adhesion agent and polyethylene (or polypropylene) are simultaneously winded onto the steel pipe. Meanwhile, extruder is used to control extrusion output and coating thickness.
After coating, tube fittings are processed with water spraying to reach certain temperature requirement.
Pipe ends are polished in this procedure.
Electric spark leakage detector is used to inspect whether the steel pipe has leakage point after anti-corrosion treatment. Thickness of epoxy powder, adhesion agent and the entire anti-corrosion coating should be inspected. Meanwhile, appearance of anti-corrosive coating as well as pipe end length is also within inspection range. The pipe cannot meet the aforementioned requirements should be re-processed.
Shot blasting technique is adopted to derust the corrosion-resistant steel pipe. After derusting, the pipe should boast required cleanness and profile depth.
Two-component mixed pump conveys anti-corrosive paint to spraying nozzle. Appropriate spraying speed, pressure and the speed of spraying trolley are well adjusted. Thus, the internal wall of welded pipe can be processed with wet coating of uniform thickness.
After internal coating, surface drying is performed. Then, the welded pipe is transported into curing oven. Through regulating curing time and temperature, the internal coating is completely cured.
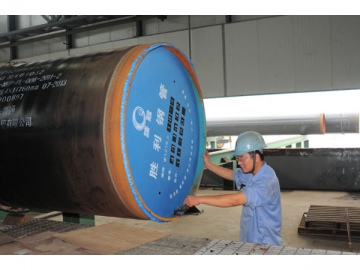
In this procedure, the anti-corrosion steel pipe should be marked and certain protective measures are conducted.















")



")
")






