Process Flow









The breakdown on how each hot-rolled seamless steel pipe is manufactured is shown below.
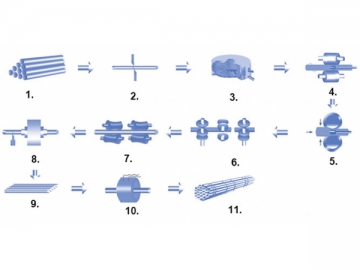
| 1. Round billet | 2. Shearing | 3. Heating | 4. Hot mill piercing |
| 5. high pressure rolling/elongation | 6. sizing (stretch reducing) | 7. Straightening | 8. Pipe end cutting |
| 9. Visual check | 10. Non-destructive testing | 11. Marking/bundling |
Process Flow Introduction
In order to produce seamless steel pipes, round billets are needed. The operation flow includes 4 primary steps, including billet preparation, hot mill piercing, elongation, and sizing. A more in depth look is offered below.
Step 1: Billet Prep
The first step is billet preparation, where the round billets are heated and molded into cylindrical shapes.
Step 2: Piercing
After being molded, the billets are heated again to a white-hot heat in a furnace. A hole I drilled through the center of the solid billet through a process known as piercing. To be more specific, a bullet shaped Mannesmann piercer is pushed through the center of the round billet to create a hole.
Step 3: Rolling/Elongation
The billet is now hollow in the middle, and is put through a series of grooved steel rollers in a plug mill, which elongates them into a pipe shape.
Step 4: Sizing
After careful sizing (stretch reducing), the hot pipe takes the final shape and needs to be cooled and straightened, if it was bent in previous processes. The pipe ends are trimmed and cut before being tested using a non-destructive testing method.
Piercing
Many steps in seamless steel pipe production require the use of a rolling mill, which in its most basic form, is a series of grooved steel rollers stacked on each other. This is why the piercing process is often described as hot mill piercing. We call it a hot process, as the pipes are pre-heated above the recrystallization temperature.
Yuanhua owns and operates the model 170 Mannesmann piercer and model 140 plug mill, and other equipment and experience necessary to turn solid billets into seamless hollow pipes. Advanced equipment, paired with an innovative piercing process overcomes the problem of uneven pipes where one side is thicker than the other. The resulting pipes must be perfectly round and precisely sized, have a uniform wall thickness, and the surface must be smooth with no kinks, cracks or other defects.
High Pressure Rolling
The 170 piercer and 140 plug mill allow us to shape the pipe to a wall thickness that is nearly identical to that of the finished seamless pipe. High precision equipment ensures that we produce quality pipes with an even wall thickness and an attractive surface finish.
Sizing (Stretch Reducing)
Sizing is the process where pipes that are of irregular thicknesses and diameters are stretched out into the final size. It is the final step in changing the shape of the pipe. This process gives the pipe an accurate outside diameter and roundness.
Yuanhua's sizing or stretch reducing mills use both two roller and three roller (120 degrees apart) configurations to improve the pipe surface quality, enabling various pipe specs by using only one unit of the mill.
</small>")






")




")














